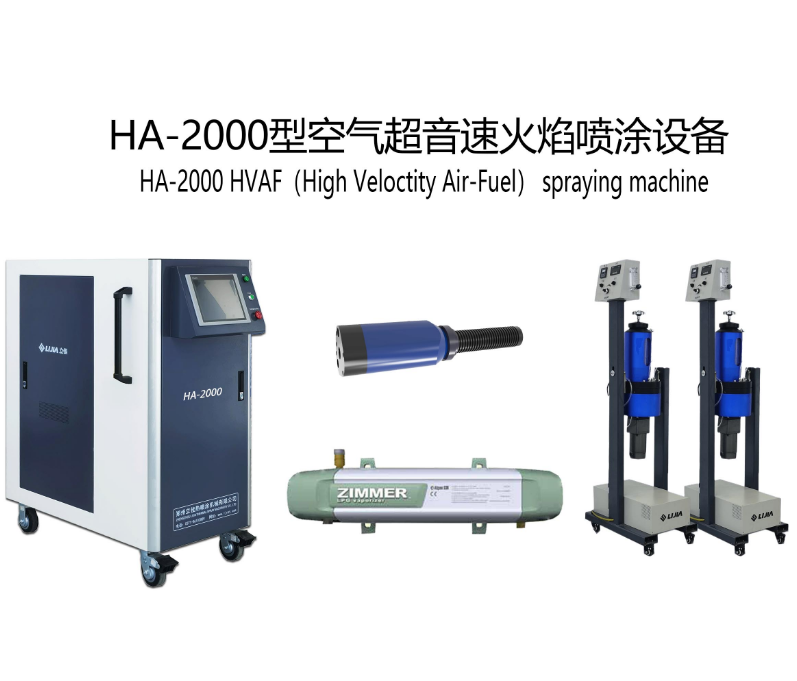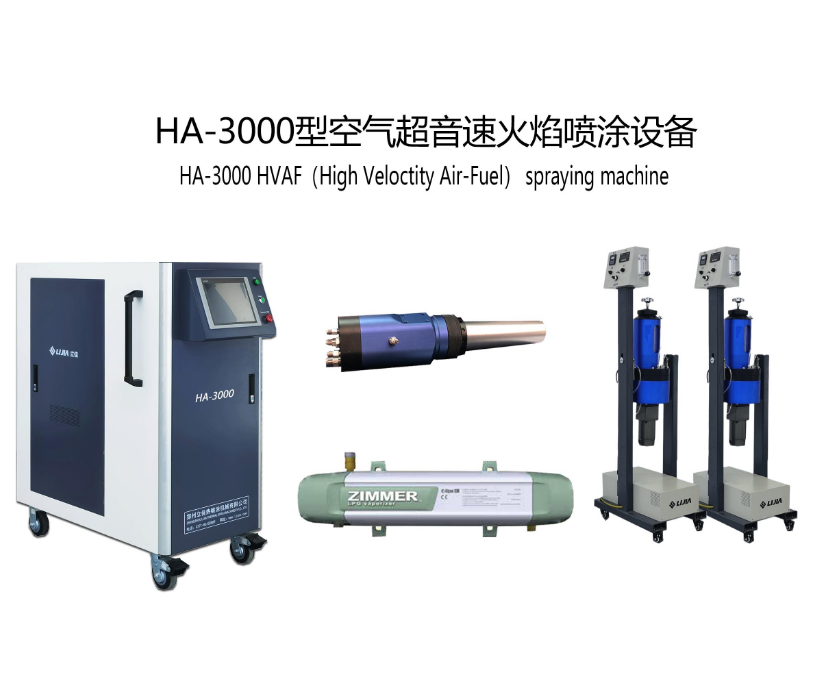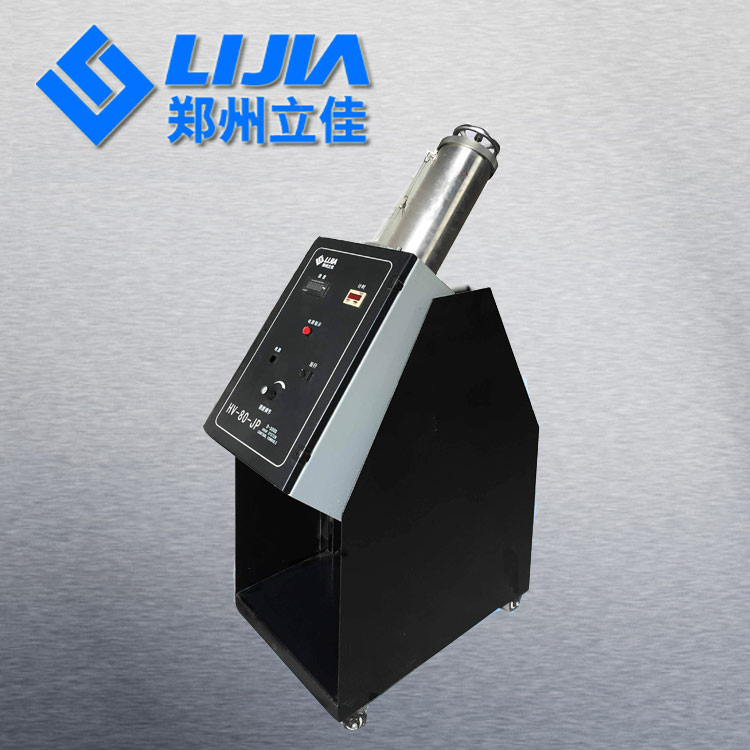
超音速火(huǒ)焰噴塗送粉器
- 品牌: 鄭州羞羞视频网站
- 型號: HV-80-JP



羞羞视频网站超音(yīn)速噴塗設備的(de)優勢
一、我們的設備可以(yǐ)媲美進口設備,設(shè)備中進口零件覆蓋率90%以上。在國產設備中,我們的煤油超音(yīn)速設備(bèi)國內銷量占據(jù)八成以上,也是超音速設備中多采用進口牌零件(jiàn)的廠家,我們從原材料進(jìn)廠抓起,所有原材料及內部元件均采用持有生產許可證的正規廠家產品,核心元件和主要(yào)部件均選用國(guó)外進口產品(pǐn),是進(jìn)口零件裝配覆蓋90%的廠家,嚴格進(jìn)行原材料進廠檢查和產品出廠檢驗。近十幾年來的運(yùn)行業績表明,我公司生產的設備性(xìng)能穩定、可靠(kào),用戶口碑好!
|
序號 |
名稱 |
品牌(pái) |
產地 |
|
1 |
止回閥 |
Generant |
美國 |
|
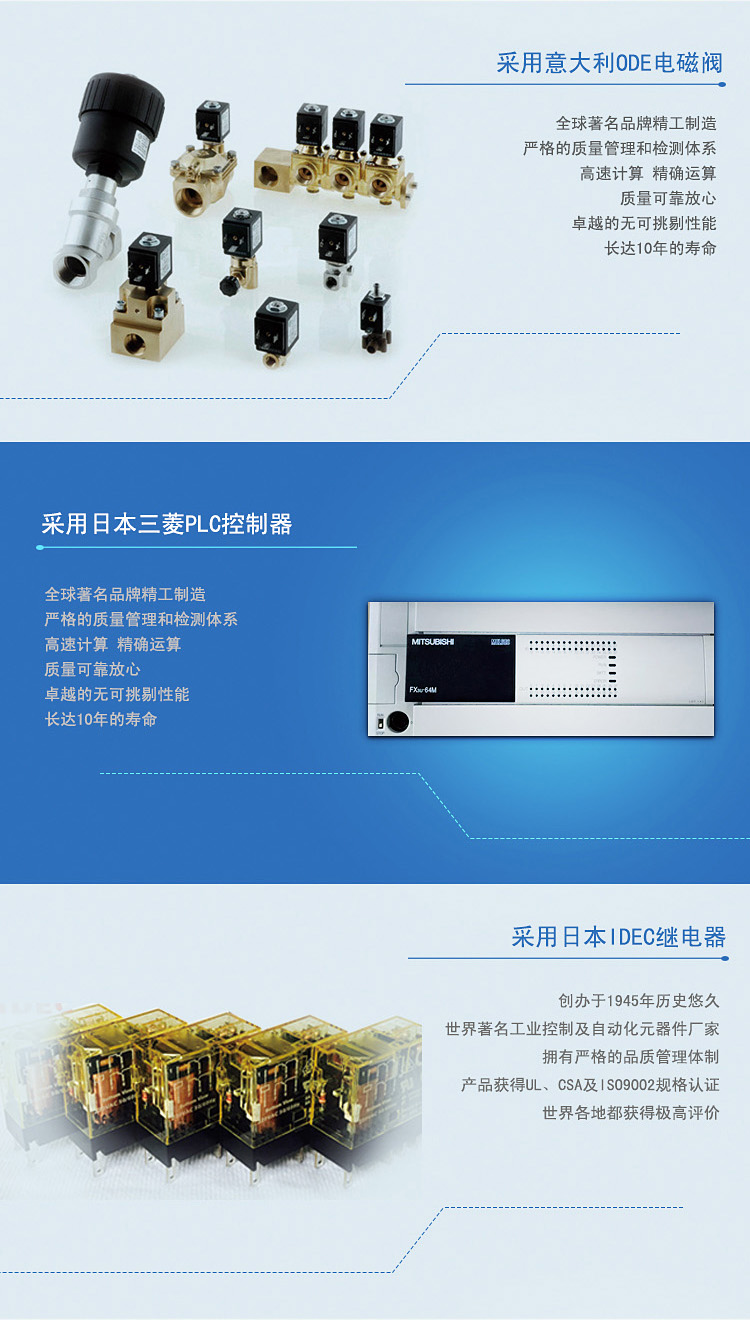
2 |
電磁閥 |
ODE |
意大利(lì) |
|
3 |
PLC控製器 |
三菱 |
日本 |
|
4 |
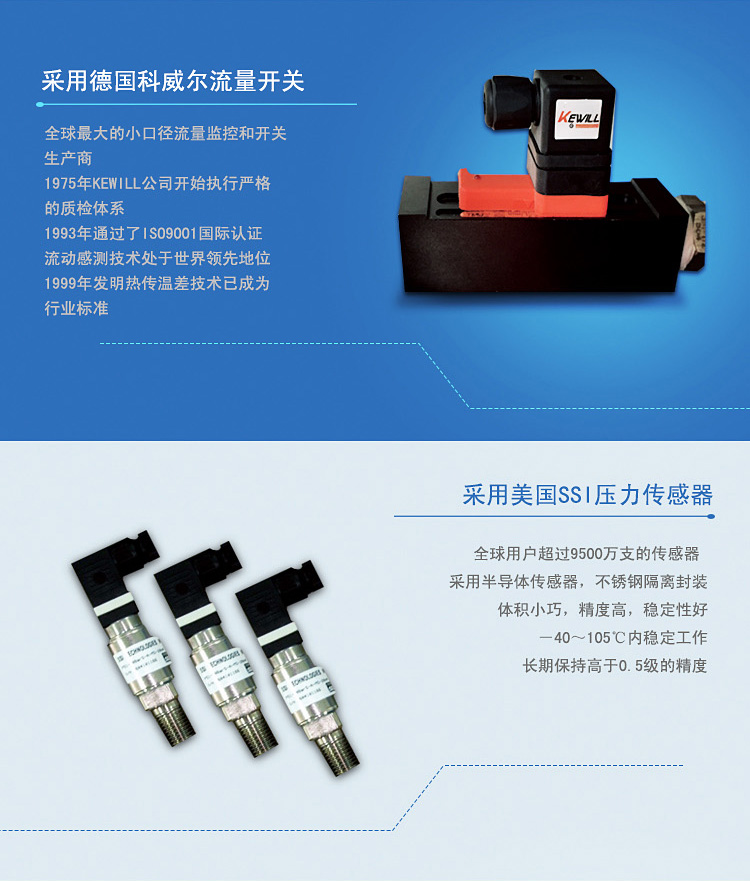
流量開關(guān) |
科威爾kewill |
德國 |
|
5 |
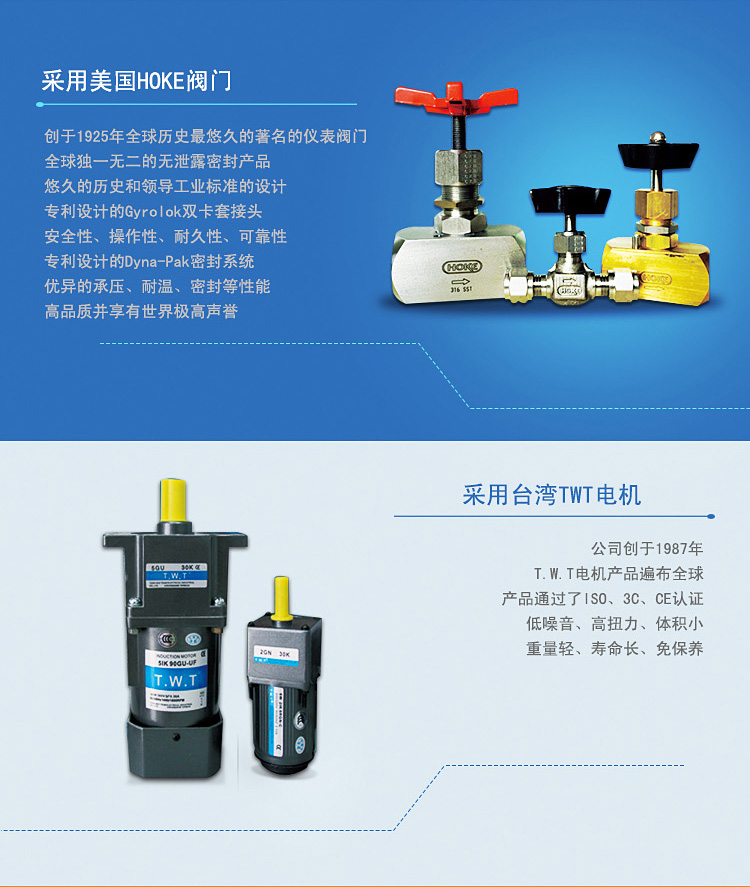
針閥 |
HOKE |
美國 |
|
6 |
繼電器 |
和泉(quán)IDED |
日本 |
|
7 |
壓力開關 |
Gems捷(jié)邁(mài) |
美(měi)國 |
|
8 |
壓力傳(chuán)感器 |
SSI |
美國 |
|
9 |
數顯表(biǎo) |
川崎 |
日本 |
|
10 |
送粉器電機 |
TWT |
台灣 |
|
11 |
驅動器 |
TWT |
台灣 |
|
12 |
油泵 |
FM |
韓國 |
二、塗層質量優!塗層結合強(qiáng)度(dù)高,可達90MPa,孔隙(xì)率低,小(xiǎo)於1%,平均在0.5%以下,達(dá)到國外同等水(shuǐ)平,這在國內(nèi)外機構檢測報告中均有檢測結果(guǒ)。
三、主機設備可達五年免維護,雖然說國家規定質保一年,但(dàn)是我們的主機控製係統(tǒng)以堅(jiān)如磐石的質量贏得了客戶的廣泛好評!主機電(diàn)器穩定工作(zuò)長達五年以上!讓您的塗層質量穩定可靠,可以(yǐ)說這在國內熱噴塗廠家(jiā)裏麵是少有的。
四、售後服務貼心,保姆式服務(wù)!維(wéi)護響應時間:出現故障(zhàng),我們5分鍾(zhōng)內(nèi)聯係客戶,1小時內給出解決方案,確認需要(yào)進行現場維護的,24小(xiǎo)時到達現場,技術人員到達現場(chǎng)後4小時內修理故障,提供7X24小時熱線電話支持服務,負責提供技術問題的解答(dá)和技術指(zhǐ)導。
五、我(wǒ)們公司與國內多家材料(liào)研究機構保持著緊密的溝通,有(yǒu)30多位(wèi)材料方麵的博士團隊為您排憂解難,可常年為(wéi)我們的用戶提供(gòng)各類(lèi)塗層解決方案,讓您設備用的更舒心!
HV-80型超音速火焰噴塗(tú)設(shè)備配套的(de)是羞羞视频网站D-3000型HVOF送粉機
D-3000型(xíng)HVOF送粉(fěn)機是全新設計的HVOF送粉機,相比我(wǒ)公司原有的老一(yī)代送粉機有很多優(yōu)點:
1、體積更小、送粉精度更高、使用壽命更長。
2、采用高精度電機,和新設計(jì)的送粉機構,保證了高精度的(de)送粉控製。
3、采用國外新式傾斜式重力送粉結構,倒粉方便,維護(hù)方便,比傳統固定(dìng)式清理(lǐ)餘粉非常方便,可以翻轉120度。一般固定(dìng)式送粉(fěn)器清理粉末需要十分鍾,我們(men)這款隻需要(yào)三秒(miǎo)鍾。

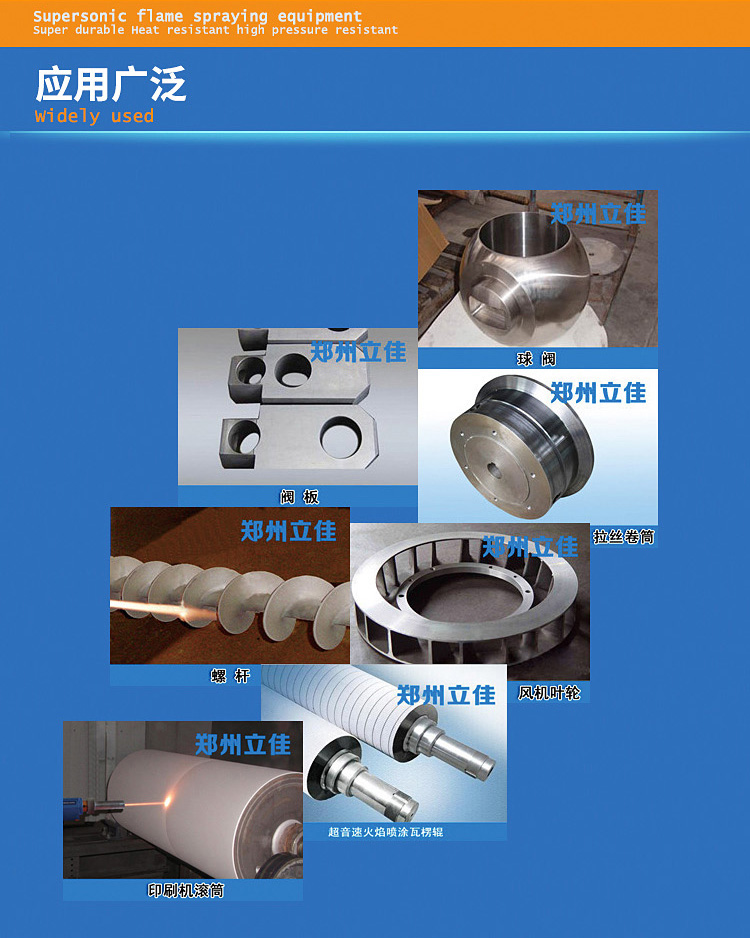
D-3000送粉器是以計量盤(pán)輸出的高精度送粉機構,適應於熱噴塗設備(bèi)中,塗料的準(zhǔn)確輸送。與螺杆、刮板式,振動等方式輸送相比有(yǒu)更高的準(zhǔn)確度(dù),而且比較節省粉末。現已廣泛地應用在熱噴塗裝置中,成為熱噴塗行業中不可缺少的重要裝置之一。
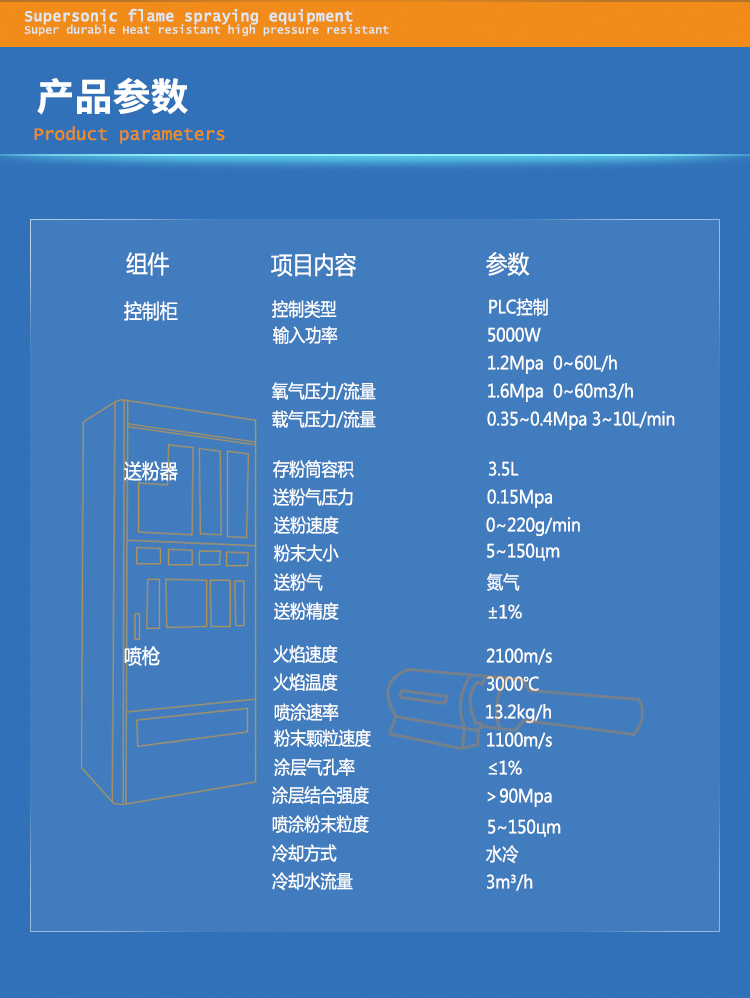
一、主要技術(shù)參數(shù):
1、粉罐容量:3500 ml
2、送粉量範圍:0 ~ 220g/min
3、電機功率參數: 100W,DC200V,
4、轉速範圍(wéi):0 ~ 18轉/分(fèn)(無級)
5、外型尺寸:φ710×390×1300mm
6、整機重(chóng)量:75Kg
7、粒度範圍:5-150μm
二、主要結構:(附圖)
D-3000送粉器主要(yào)由送粉器主體、支架、移動小推車組成,如圖一所示(shì)。主體結構由罐(guàn)體、箱體、電器控製、旋轉驅動等組成,如圖二(èr)所示,罐體內由計量盤、振動錘、送(sòng)粉(fěn)閥、載氣(qì)組件、缸蓋等部件組成。如圖三所示。
三(sān)、工作(zuò)原理:
粉末在振動錘的作用下,填(tián)滿計量盤φ3.2的孔內,在(zài)無級變速電機逆時針(zhēn)旋轉的驅動下,隨計量盤旋轉至落料口處。在罐內0.2Mpa載氣壓力和(hé)送(sòng)粉閥產生的負壓下,依次隨載氣被送(sòng)入噴(pēn)槍係統內,完成熱噴塗工藝。
其噴塗量由1-18轉/分的無級調(diào)速的電機控製。準確的送(sòng)粉量很大地提高了噴(pēn)塗(tú)層的均勻程(chéng)度和噴塗質量。